Hemming Operation In Sheet Metal
Press Brake Basics Bending Across The Hem

Hemming Process In Press Brake Youtube
Sheet Metal Hems Sheetmetal Me
What Sheet Metal Shops Wish You Knew Hems Jogs And Forming Tools

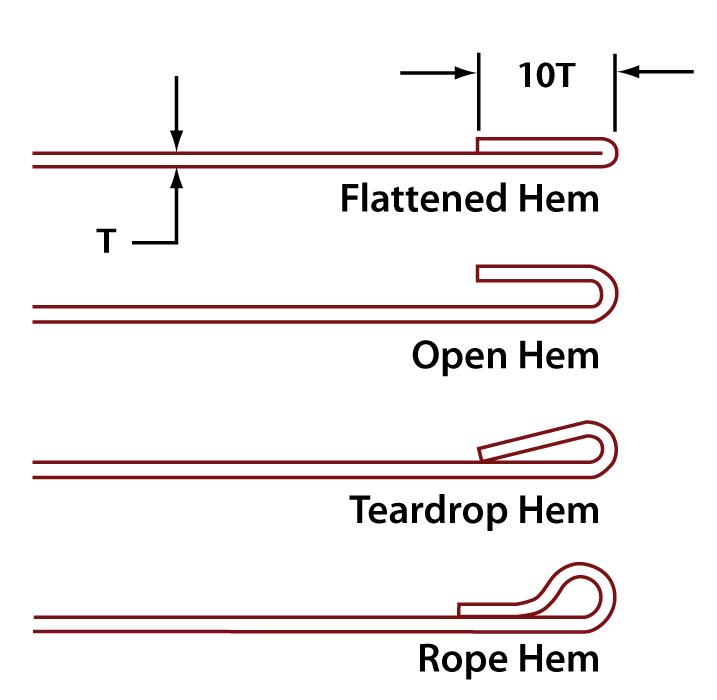
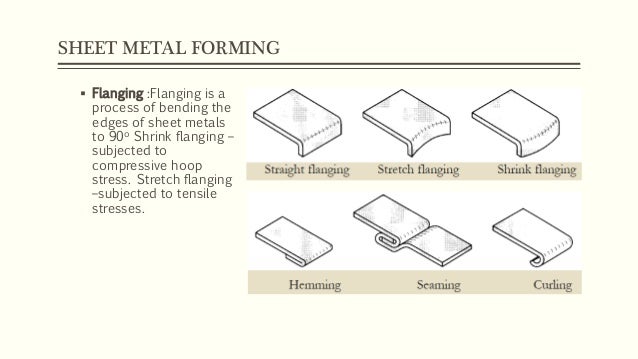
Different Types Of Hemming Ref 2 Download Scientific Diagram

Three Sequential Steps In A Hemming Process Zhang 2000 Download Scientific Diagram

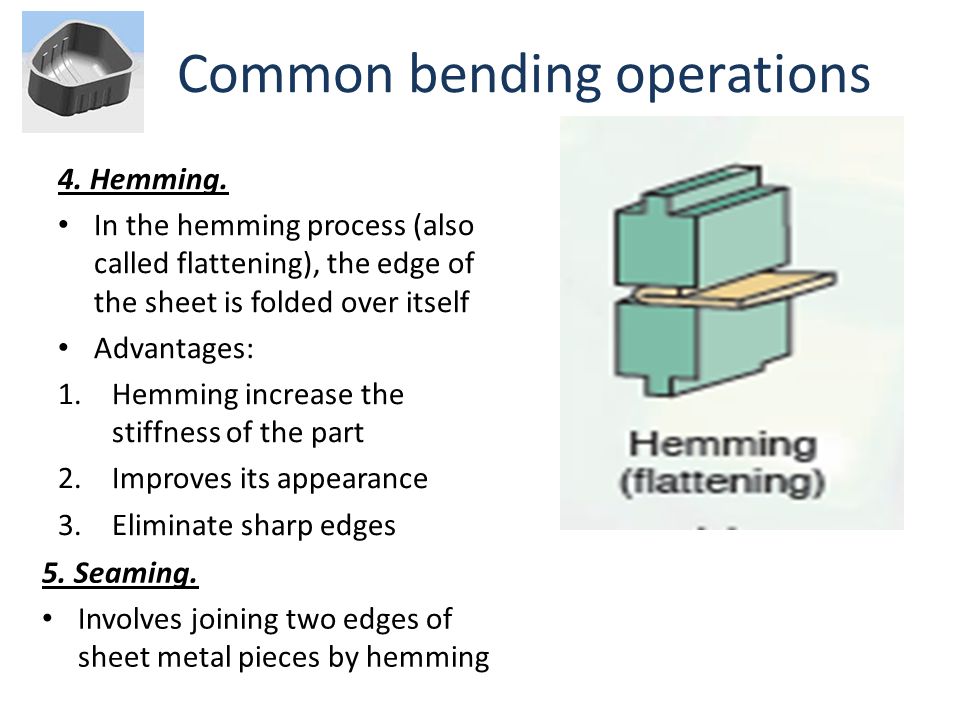
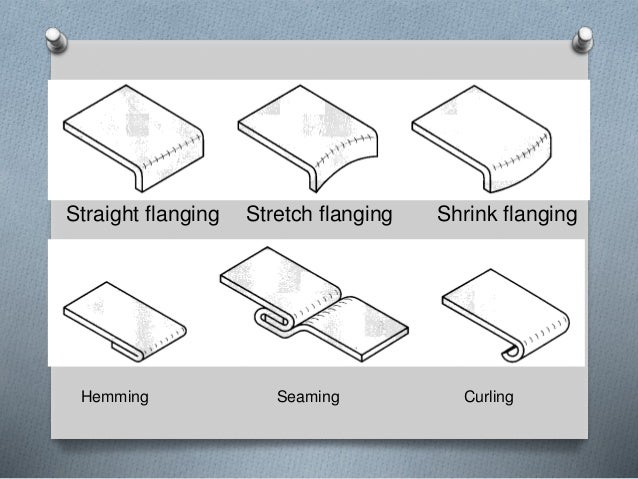
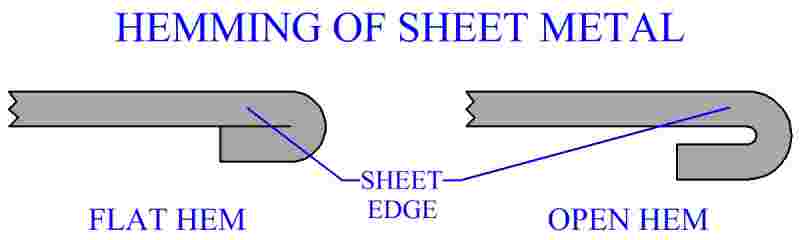
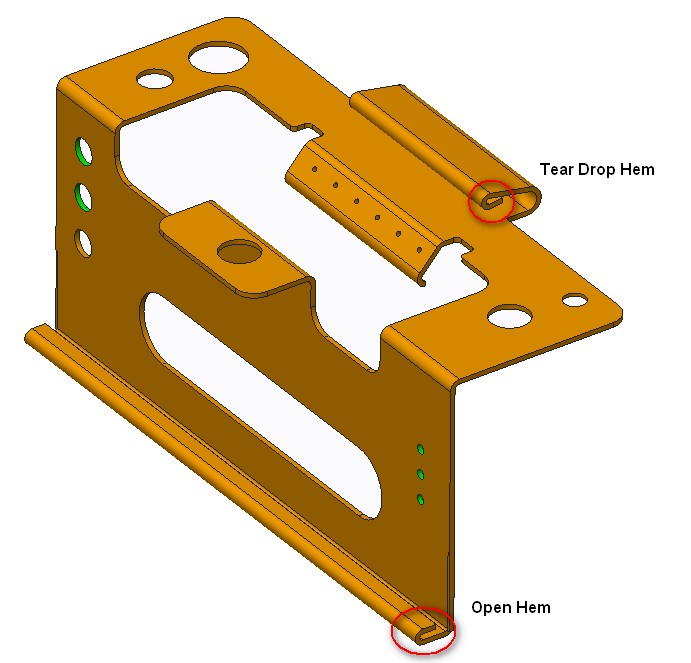
During this process the edge of sheet metal is folded over.
Hemming operation in sheet metal.
Https Essay Utwente Nl 58315 1 Graduate Bjonkers Pdf
Hemming And Seaming Wikipedia
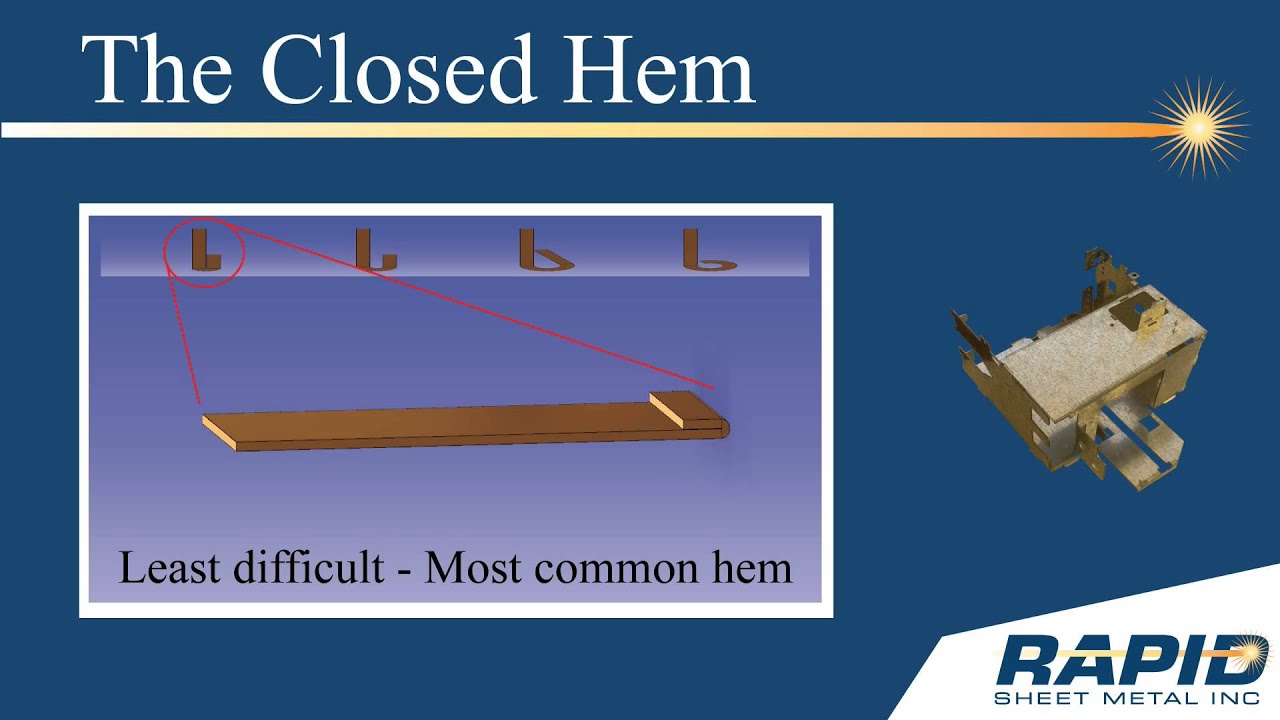
Rapid Sheet Metal Tech Tip Forming A Closed Hem Youtube
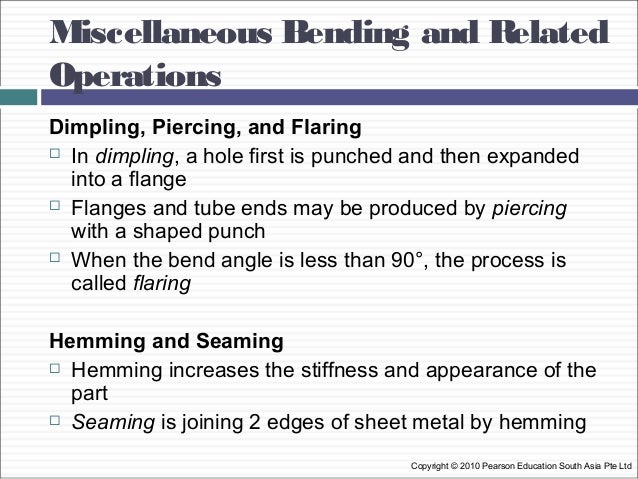
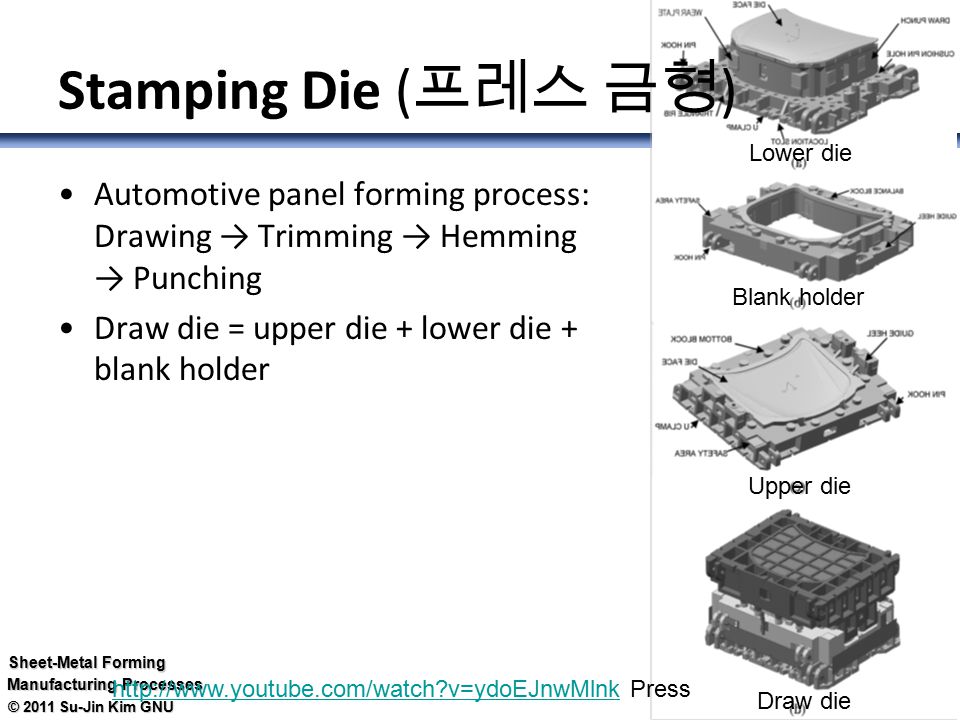
Sheet Metal Forming Process Chapter 7 Ppt Download

Fabrication Of Edges Joints Seams And Notches Sheet Metal Sheet Metal Work Sheet Metal Fabrication
Sheet Metal Forming And Operations

Pdf Straight Hemming Of Aluminum Sheet Panels Using The Electromagnetic Forming Technology First Approach

Sheet Metal Manufacturing The Definitive Guide Blog
Nadar Ironworks Sheet Metal Bending The New Venture

Visual Quality Differences Of Hem Unions Flat Hemming Union Used Download Scientific Diagram
Sheet Metal Design Guidelines By Dfmpro
The War Room Strategy For Stamping Aluminum Metalforming Magazine Article

Sheet Metal Operation
Sheet Metal Processes
Curling Sheetmetal Me
Https Www Mdpi Com 2075 4701 10 1 81 Pdf
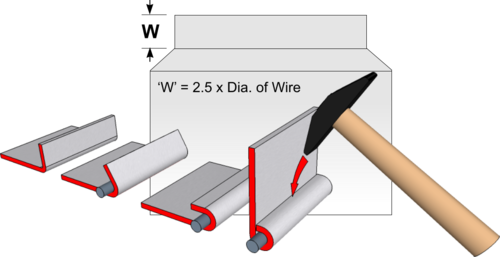
Wired Edge Dt Online
Sheet Metal Working
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrfm2cl4uh Elmvyszuehk6ynhndi52dv6r6lwowh7yl Fsqqpn Usqp Cau
Http Kaizenha Com Cdn Files Manufacturing 201 Lecture 2015 Pdf
Manufacturing Processes Ppt Video Online Download
K Factor Sheetmetal Me
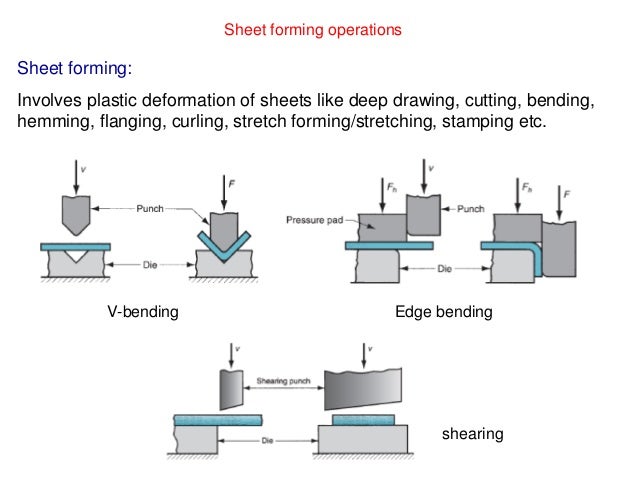
Metal Forming Processes Full
Solidworks Sheet Metal Tutorial Forming Tool Youtube
Source : pinterest.com
